

1. Introducción
El aligeramiento de la industria automotriz comenzó en países desarrollados, liderado inicialmente por gigantes automotrices tradicionales. Gracias a su continuo desarrollo, ha cobrado un impulso significativo. Desde que en India se usaron por primera vez aleaciones de aluminio para producir cigüeñales hasta la primera producción en masa de automóviles íntegramente de aluminio por parte de Audi en 1999, las aleaciones de aluminio han experimentado un sólido crecimiento en aplicaciones automotrices gracias a sus ventajas, como baja densidad, alta resistencia específica y rigidez, buena elasticidad y resistencia al impacto, alta reciclabilidad y alta tasa de regeneración. Para 2015, la proporción de aplicaciones de aleaciones de aluminio en automóviles ya superaba el 35 %.
El aligeramiento de automóviles en China comenzó hace menos de 10 años, y tanto la tecnología como el nivel de aplicación están por detrás de países desarrollados como Alemania, Estados Unidos y Japón. Sin embargo, con el desarrollo de vehículos de nuevas energías, el aligeramiento de materiales avanza rápidamente. Aprovechando el auge de estos vehículos, la tecnología china de aligeramiento de automóviles muestra una tendencia a alcanzar a los países desarrollados.
El mercado chino de materiales ligeros es vasto. Por un lado, en comparación con países desarrollados, la tecnología de aligeramiento en China se implementó tardíamente, y el peso en vacío total de los vehículos es mayor. Considerando la proporción de materiales ligeros en el extranjero, aún existe un amplio margen de desarrollo en China. Por otro lado, impulsado por las políticas, el rápido desarrollo de la industria china de vehículos de nuevas energías impulsará la demanda de materiales ligeros e incentivará a las empresas automotrices a adoptar el aligeramiento.
La mejora de las normas sobre emisiones y consumo de combustible está impulsando la aceleración del aligeramiento automotriz. China implementó plenamente las normas de emisiones China VI en 2020. Según el "Método de evaluación e indicadores del consumo de combustible de los vehículos de pasajeros" y la "Hoja de ruta para el ahorro de energía y la tecnología de vehículos de nuevas energías", el estándar de consumo de combustible es de 5,0 l/km. Considerando el limitado margen para avances sustanciales en la tecnología de motores y la reducción de emisiones, la adopción de medidas para aligerar los componentes automotrices puede reducir eficazmente las emisiones y el consumo de combustible de los vehículos. El aligeramiento de los vehículos de nuevas energías se ha convertido en una vía esencial para el desarrollo de la industria.
En 2016, la Sociedad de Ingeniería Automotriz de China publicó la “Hoja de Ruta de Tecnología de Vehículos de Nueva Energía y Ahorro de Energía”, que planificó factores como el consumo de energía, la autonomía y los materiales de fabricación para vehículos de nueva energía de 2020 a 2030. El aligeramiento será una dirección clave para el desarrollo futuro de vehículos de nueva energía. El aligeramiento puede aumentar la autonomía y abordar la “ansiedad por la autonomía” en los vehículos de nueva energía. Con la creciente demanda de una mayor autonomía, el aligeramiento automotriz se vuelve urgente, y las ventas de vehículos de nueva energía han crecido significativamente en los últimos años. Según los requisitos del sistema de puntuación y el “Plan de Desarrollo a Mediano y Largo Plazo para la Industria Automotriz”, se estima que para 2025, las ventas de vehículos de nueva energía en China superarán los 6 millones de unidades, con una tasa de crecimiento anual compuesta superior al 38%.
2. Características y aplicaciones de las aleaciones de aluminio
2.1 Características de la aleación de aluminio
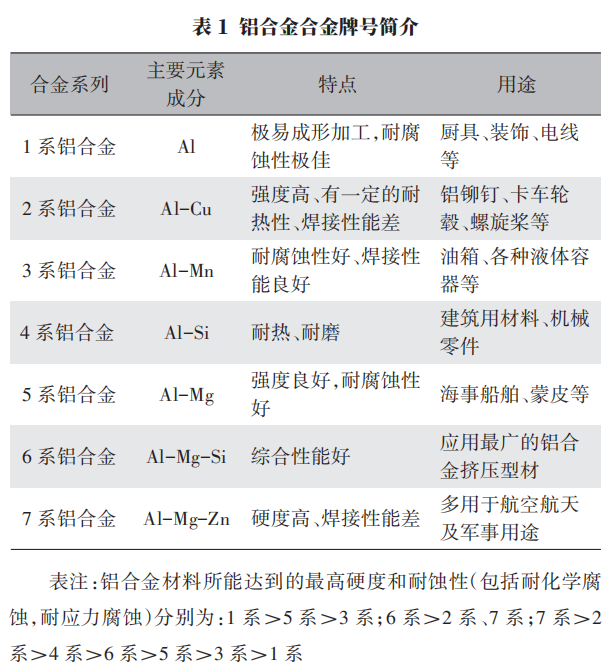
La densidad del aluminio es un tercio de la del acero, lo que lo hace más ligero. Presenta mayor resistencia específica, buena capacidad de extrusión, alta resistencia a la corrosión y alta reciclabilidad. Las aleaciones de aluminio se caracterizan por estar compuestas principalmente de magnesio, exhibiendo buena resistencia al calor, buenas propiedades de soldadura, buena resistencia a la fatiga, incapacidad para ser reforzadas por tratamiento térmico y la capacidad de aumentar su resistencia mediante trabajo en frío. La serie 6 se caracteriza por estar compuesta principalmente de magnesio y silicio, con Mg₂Si como principal fase de refuerzo. Las aleaciones más utilizadas en esta categoría son 6063, 6061 y 6005A. La placa de aluminio 5052 es una placa de aluminio de aleación de la serie AL-Mg, con magnesio como principal elemento de aleación. Es la aleación de aluminio antioxidante más utilizada. Esta aleación tiene alta resistencia, alta resistencia a la fatiga, buena plasticidad y resistencia a la corrosión, no puede ser reforzada por tratamiento térmico, tiene buena plasticidad en el endurecimiento por trabajo en semifrío, baja plasticidad en el endurecimiento por trabajo en frío, buena resistencia a la corrosión y buenas propiedades de soldadura. Se utiliza principalmente en componentes como paneles laterales, cubiertas de techo y paneles de puertas. La aleación de aluminio 6063 es una aleación de refuerzo termotratable de la serie AL-Mg-Si, con magnesio y silicio como principales elementos de aleación. Es un perfil de aleación de aluminio termotratable de resistencia media, utilizado principalmente en componentes estructurales como columnas y paneles laterales para aumentar la resistencia. La Tabla 1 presenta una introducción a los grados de aleación de aluminio.
2.2 La extrusión es un método de formación importante de aleación de aluminio
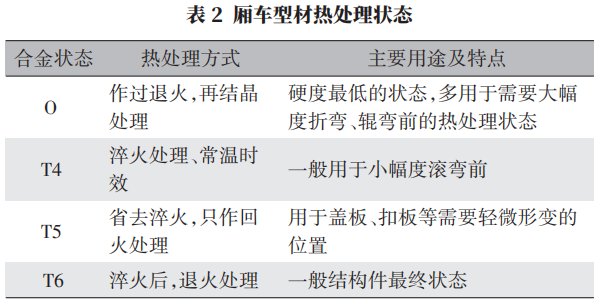
La extrusión de aleación de aluminio es un método de conformado en caliente, y todo el proceso de producción implica conformar la aleación de aluminio bajo tensión de compresión en tres direcciones. El proceso de producción completo se puede describir como sigue: a. El aluminio y otras aleaciones se funden y se moldean para formar las palanquillas de aleación de aluminio requeridas; b. Las palanquillas precalentadas se introducen en el equipo de extrusión para su extrusión. Bajo la acción del cilindro principal, la palanquilla de aleación de aluminio se conforma en los perfiles requeridos a través de la cavidad del molde; c. Para mejorar las propiedades mecánicas de los perfiles de aluminio, se realiza un tratamiento de solución durante o después de la extrusión, seguido de un tratamiento de envejecimiento. Las propiedades mecánicas después del tratamiento de envejecimiento varían según los diferentes materiales y regímenes de envejecimiento. El estado del tratamiento térmico de los perfiles de camiones tipo caja se muestra en la Tabla 2.
Los productos extruidos de aleación de aluminio tienen varias ventajas sobre otros métodos de formación:
a. Durante la extrusión, el metal extruido obtiene una tensión de compresión en tres direcciones más fuerte y uniforme en la zona de deformación que el laminado y el forjado, lo que le permite aprovechar al máximo la plasticidad del metal procesado. Permite procesar metales difíciles de deformar que no pueden procesarse mediante laminado o forjado, y fabricar diversos componentes complejos de sección transversal hueca o maciza.
b. Debido a la variabilidad de la geometría de los perfiles de aluminio, sus componentes presentan una alta rigidez, lo que puede mejorar la rigidez de la carrocería del vehículo, reducir sus características de NVH y mejorar las características de control dinámico del vehículo.
c. Los productos con eficiencia de extrusión, después del temple y el envejecimiento, tienen una resistencia longitudinal significativamente mayor (R, Raz) que los productos procesados por otros métodos.
d. La superficie de los productos después de la extrusión tiene buen color y buena resistencia a la corrosión, eliminando la necesidad de otro tratamiento superficial anticorrosivo.
e. El procesamiento de extrusión tiene gran flexibilidad, bajos costos de herramientas y moldes y bajos costos de cambio de diseño.
f. Gracias a la controlabilidad de las secciones transversales de los perfiles de aluminio, se puede aumentar el grado de integración de los componentes, reducir su número y lograr un posicionamiento de soldadura preciso con diferentes diseños de sección transversal.
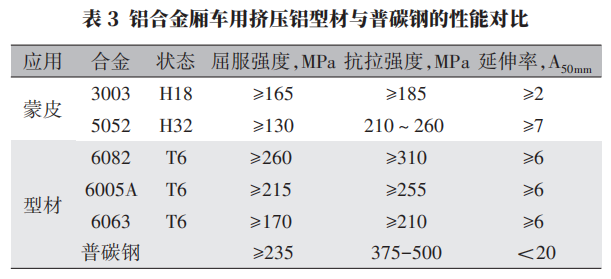
La comparación del rendimiento entre los perfiles de aluminio extruido para camiones tipo caja y el acero al carbono simple se muestra en la Tabla 3.
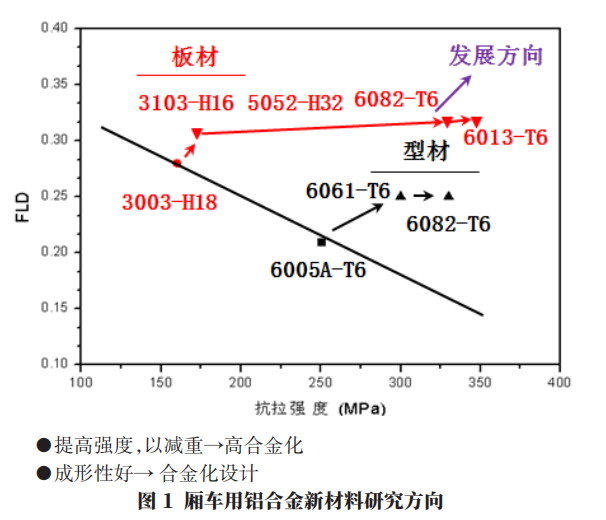
Próxima dirección de desarrollo de perfiles de aleación de aluminio para camiones tipo caja: Mejorar la resistencia del perfil y el rendimiento de extrusión. La línea de investigación de nuevos materiales para perfiles de aleación de aluminio para camiones tipo caja se muestra en la Figura 1.
3. Estructura de camión de caja de aleación de aluminio, análisis de resistencia y verificación
3.1 Estructura de camión con caja de aleación de aluminio
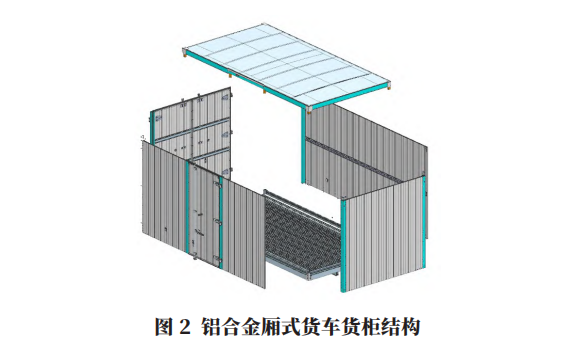
El contenedor del camión caja se compone principalmente de los paneles frontal, lateral izquierdo y derecho, lateral de la puerta trasera, suelo y techo, así como pernos en forma de U, protectores laterales, protectores traseros, guardabarros y otros accesorios conectados al chasis de segunda clase. Los travesaños, pilares, vigas laterales y paneles de las puertas de la caja están fabricados con perfiles extruidos de aleación de aluminio, mientras que los paneles del suelo y el techo están fabricados con placas planas de aleación de aluminio 5052. La estructura del camión caja de aleación de aluminio se muestra en la Figura 2.
El proceso de extrusión en caliente de la aleación de aluminio serie 6 permite formar secciones transversales huecas complejas. El diseño de perfiles de aluminio con secciones transversales complejas permite ahorrar material, cumplir con los requisitos de resistencia y rigidez del producto y la conexión mutua entre los diversos componentes. Por lo tanto, la estructura de diseño de la viga principal, los momentos de inercia seccional I y los momentos resistentes W se muestran en la Figura 3.
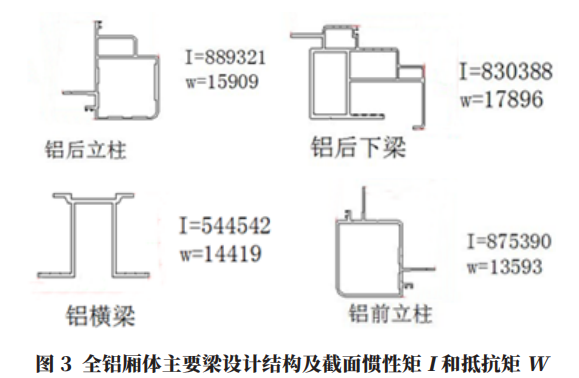
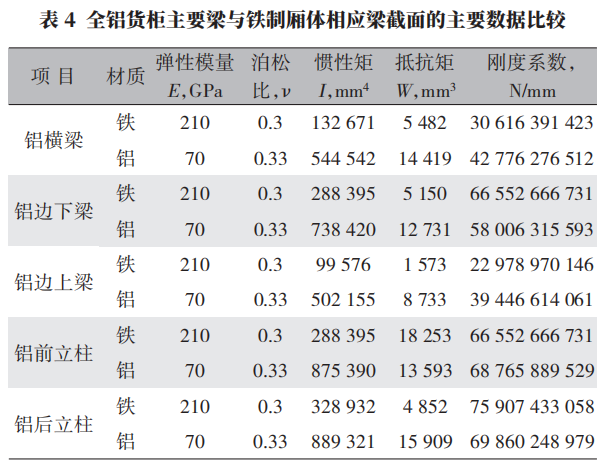
Una comparación de los datos principales de la Tabla 4 muestra que los momentos de inercia seccional y los momentos resistentes del perfil de aluminio diseñado son mejores que los del perfil de viga de hierro. Los datos del coeficiente de rigidez son prácticamente iguales a los del perfil de viga de hierro correspondiente y todos cumplen con los requisitos de deformación.
3.2 Cálculo de la tensión máxima
Tomando como objeto el componente principal de carga, la viga transversal, se calcula la tensión máxima. La carga nominal es de 1,5 t y la viga transversal está hecha de un perfil de aleación de aluminio 6063-T6 con las propiedades mecánicas que se muestran en la Tabla 5. La viga se simplifica como una estructura en voladizo para el cálculo de la fuerza, como se muestra en la Figura 4.
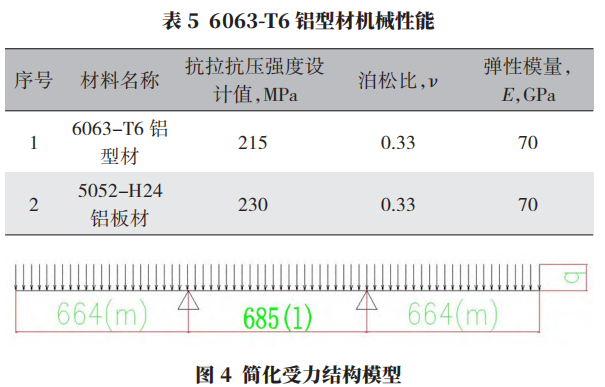
Tomando una viga de 344 mm de luz, la carga de compresión sobre la viga se calcula como F = 3757 N en base a 4,5 t, que es tres veces la carga estática estándar. q = F/L
donde q es la tensión interna de la viga bajo la carga, N/mm; F es la carga soportada por la viga, calculada en base a 3 veces la carga estática estándar, que es 4,5 t; L es la longitud de la viga, mm.
Por lo tanto, la tensión interna q es:

La fórmula para calcular el estrés es la siguiente:

El momento máximo es:

Tomando el valor absoluto del momento, M=274283 N·mm, la tensión máxima σ=M/(1,05×w)=18,78 MPa, y el valor máximo de la tensión σ<215 MPa, que cumple con los requisitos.
3.3 Características de conexión de varios componentes
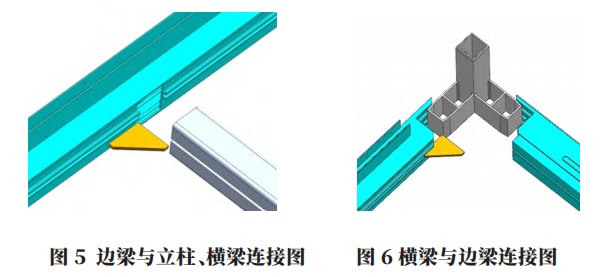
Las aleaciones de aluminio presentan malas propiedades de soldadura, y su resistencia en el punto de soldadura es solo del 60 % de la resistencia del material base. Debido a la capa de Al₂O₃ que recubre la superficie de la aleación de aluminio, su punto de fusión es alto, mientras que el del aluminio es bajo. Al soldar aleaciones de aluminio, el Al₂O₃ de la superficie debe romperse rápidamente para realizar la soldadura. Al mismo tiempo, los residuos de Al₂O₃ permanecerán en la solución de aleación de aluminio, lo que afectará la estructura de la aleación y reducirá la resistencia en el punto de soldadura. Por lo tanto, al diseñar un contenedor de aluminio, estas características se consideran en su totalidad. La soldadura es el principal método de posicionamiento, y los principales componentes portantes se conectan mediante pernos. Las conexiones, como el remachado y la cola de milano, se muestran en las figuras 5 y 6.
La estructura principal de la caja, fabricada íntegramente en aluminio, consta de vigas horizontales, pilares verticales, vigas laterales y vigas de borde entrelazadas. Cada viga horizontal y cada pilar vertical cuenta con cuatro puntos de conexión. Estos puntos de conexión están equipados con juntas dentadas que encajan con el borde dentado de la viga horizontal, evitando eficazmente el deslizamiento. Las ocho esquinas están conectadas principalmente mediante insertos de acero, fijados con pernos y remaches autoblocantes, y reforzadas con placas triangulares de aluminio de 5 mm soldadas en el interior de la caja para reforzar las esquinas internamente. La caja no presenta soldaduras ni puntos de conexión expuestos, lo que garantiza su buen aspecto general.
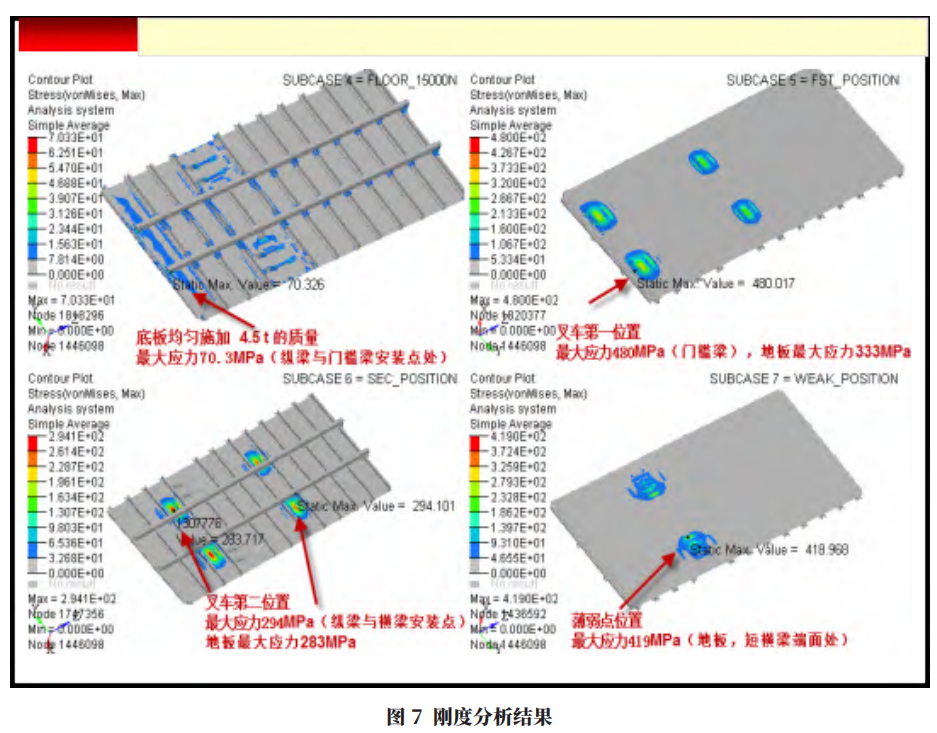
3.4 Tecnología de ingeniería síncrona SE
La tecnología de ingeniería síncrona SE se utiliza para solucionar los problemas causados por las grandes desviaciones de tamaño acumuladas en los componentes compatibles del cuerpo de la caja y las dificultades para determinar las causas de las holguras y los fallos de planitud. Mediante el análisis CAE (véase la Figura 7-8), se realiza un análisis comparativo con cuerpos de caja de hierro para comprobar la resistencia y la rigidez generales del cuerpo de la caja, identificar puntos débiles y tomar medidas para optimizar y mejorar el diseño de forma más eficaz.
4. Efecto de aligeramiento del camión con caja de aleación de aluminio
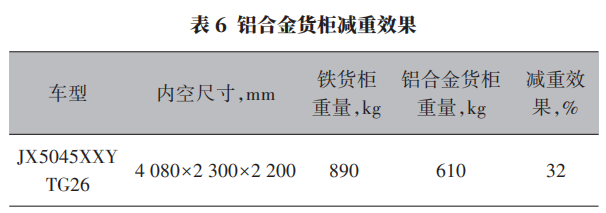
Además de la carrocería, se pueden utilizar aleaciones de aluminio para sustituir el acero en diversos componentes de los contenedores de camiones tipo caja, como guardabarros, guardabarros traseros, guardabarros laterales, pestillos y bisagras de las puertas, y bordes del faldón trasero, lo que permite reducir el peso del compartimento de carga entre un 30 % y un 40 %. El efecto de reducción de peso para un contenedor de carga vacío de 4080 mm × 2300 mm × 2200 mm se muestra en la Tabla 6. Esto soluciona fundamentalmente los problemas de sobrepeso, incumplimiento de las normativas y riesgos regulatorios de los compartimentos de carga tradicionales de hierro.
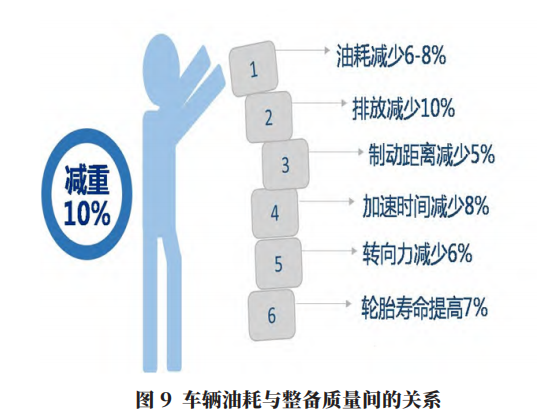
Al reemplazar el acero tradicional con aleaciones de aluminio para componentes automotrices, no solo se pueden lograr excelentes efectos de aligeramiento, sino que también se puede contribuir al ahorro de combustible, la reducción de emisiones y la mejora del rendimiento del vehículo. En la actualidad, existen diversas opiniones sobre la contribución del aligeramiento al ahorro de combustible. Los resultados de la investigación del Instituto Internacional del Aluminio se muestran en la Figura 9. Cada reducción del 10% en el peso del vehículo puede reducir el consumo de combustible entre un 6% y un 8%. Según las estadísticas nacionales, reducir el peso de cada automóvil de pasajeros en 100 kg puede reducir el consumo de combustible en 0,4 L/100 km. La contribución del aligeramiento al ahorro de combustible se basa en los resultados obtenidos de diferentes métodos de investigación, por lo que existe cierta variación. Sin embargo, el aligeramiento automotriz tiene un impacto significativo en la reducción del consumo de combustible.
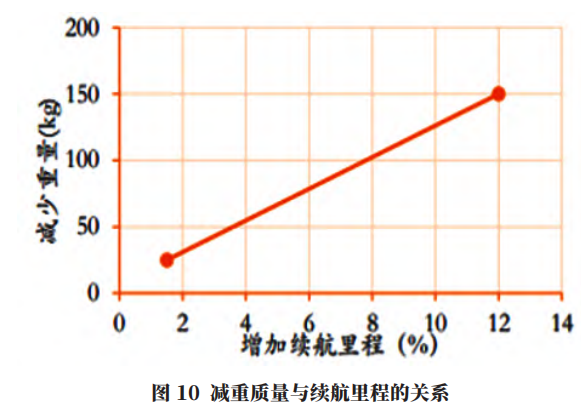
En el caso de los vehículos eléctricos, el efecto de aligeramiento es aún más pronunciado. Actualmente, la densidad energética unitaria de las baterías de los vehículos eléctricos difiere significativamente de la de los vehículos tradicionales de combustible líquido. El peso del sistema de alimentación (incluida la batería) de los vehículos eléctricos suele representar entre el 20 % y el 30 % del peso total del vehículo. Simultáneamente, superar el cuello de botella de rendimiento de las baterías es un desafío mundial. Antes de que se produzca un gran avance en la tecnología de baterías de alto rendimiento, el aligeramiento es una forma eficaz de mejorar la autonomía de los vehículos eléctricos. Por cada 100 kg de reducción de peso, la autonomía de los vehículos eléctricos puede aumentar entre un 6 % y un 11 % (la relación entre la reducción de peso y la autonomía se muestra en la Figura 10). Actualmente, la autonomía de los vehículos eléctricos puros no satisface las necesidades de la mayoría de las personas, pero reducir el peso en cierta medida puede mejorar significativamente la autonomía, aliviando la ansiedad por la autonomía y mejorando la experiencia del usuario.
5. Conclusión
Además de la estructura íntegramente de aluminio del camión de caja de aleación de aluminio que se presenta en este artículo, existen diversos tipos de camiones de caja, como paneles de nido de abeja de aluminio, placas de hebilla de aluminio, marcos de aluminio con revestimiento de aluminio y contenedores de carga híbridos de hierro y aluminio. Estos ofrecen las ventajas de ser ligeros, tener una alta resistencia específica y una buena resistencia a la corrosión, y no requieren pintura electroforética para su protección, lo que reduce el impacto ambiental de esta. El camión de caja de aleación de aluminio resuelve fundamentalmente los problemas de sobrepeso, incumplimiento de las normativas y riesgos regulatorios de los compartimentos de carga tradicionales de hierro.
La extrusión es un método de procesamiento esencial para las aleaciones de aluminio, y los perfiles de aluminio poseen excelentes propiedades mecánicas, lo que permite una alta rigidez de la sección de los componentes. Gracias a su sección transversal variable, las aleaciones de aluminio pueden combinar múltiples funciones, lo que las convierte en un material ideal para la reducción de peso en automóviles. Sin embargo, su aplicación generalizada se enfrenta a desafíos como la insuficiente capacidad de diseño para compartimentos de carga de aleación de aluminio, problemas de conformado y soldadura, y los elevados costes de desarrollo y promoción de nuevos productos. La principal razón sigue siendo que el coste de la aleación de aluminio es mayor que el del acero, mientras que el reciclaje de las aleaciones de aluminio aún no se ha consolidado.
En conclusión, el ámbito de aplicación de las aleaciones de aluminio en automóviles se ampliará y su uso seguirá en aumento. En el contexto de las tendencias actuales de ahorro energético, reducción de emisiones y desarrollo de la industria de vehículos de nuevas energías, con el conocimiento cada vez mayor de las propiedades de las aleaciones de aluminio y la búsqueda de soluciones eficaces para sus problemas de aplicación, los materiales de extrusión de aluminio se utilizarán cada vez más en la reducción de peso de los automóviles.
Editado por May Jiang de MAT Aluminum
Hora de publicación: 12 de enero de 2024



